
钣金折弯半径是钣金图纸中要求的一个数值,这个在值实际加工中很难确定有多大。其实这个钣金折弯半径是跟料厚、折弯机压力大小、折弯模具下模槽宽有一定关系的。具体有什么关系,今天我们来研究一下:
实际钣金加工中经验得出:一般板厚不大于6mm时,在折弯时,钣金折弯内半径可以直接用板厚尺寸做为半径。
当板厚大于6mm且小于12mm时,板内折弯半径一般是板厚的1.25倍至1.5倍。板厚不小于12mm时,板内折弯半径一般取2倍至3倍的板厚。
当折弯半径为R=0.5时,一般的钣金厚度T就等于0.5mm。如果需要大于或小于板厚的半径尺寸,需要用专用模具加工。
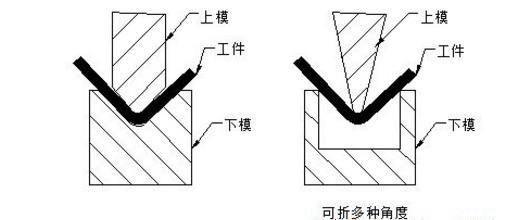
当钣金图纸要求板材折弯90°时,而折弯半径特别小的时候,应该采用板材先刨槽加工,再钣金折弯。还可以加工特殊的折弯机模具上模及下模。

钣金折弯半径与折弯模具下模槽宽的大小有一定关系。
通过钣金加工中大量的实验发现,折弯模具下模槽宽与折弯半径大小有一定的关系。比如:1.0mm板材采用8毫米槽宽来折弯,这样压出来的折弯半径理想状态下是R1。
如果用20毫米槽宽来折弯的话,由于折弯时上模都是往下运动,拉伸板材深度达到一定的角度。那我们知道20毫米宽的槽面积要比8毫米宽的槽面积大,在用20毫米宽槽折弯时,拉伸面积也变大同时R角也会增大。
所以,在对板材折弯半径有要求,又不损害折弯机模具的情况下,我们尽量用窄槽来折弯。正常情况下,建议还是按照标准的板厚与槽宽成1:8的比例来操作。最小不能小于板厚与槽宽成1:6的比例来操作,钣金折弯可适当小一些,不能小于板厚与槽宽的1:4的比例来操作。建议:在强度允许的情况下,优先采用先刨槽在折弯的方法,来制作小的钣金折弯半径。
免责声明:该自媒体文章由实名作者自行发布(文字、图片、视频等版权内容由作者自行担责),且仅为作者个人观点,不代表 秒送号(Miaosong.cn)立场,未经作者书面授权,禁止转载。[投诉 · 举报作者与内容]


